



ਚੁੰਬਕ ਕੀ ਹੈ?
ਇੱਕ ਚੁੰਬਕ ਇੱਕ ਅਜਿਹੀ ਸਮੱਗਰੀ ਹੈ ਜੋ ਦੂਜੀਆਂ ਸਮੱਗਰੀਆਂ ਦੇ ਨਾਲ ਸਰੀਰਕ ਸੰਪਰਕ ਦੇ ਬਿਨਾਂ ਇਸ ਉੱਤੇ ਸਪੱਸ਼ਟ ਬਲ ਲਗਾਉਂਦੀ ਹੈ। ਇਸ ਬਲ ਨੂੰ ਚੁੰਬਕਤਾ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਚੁੰਬਕੀ ਬਲ ਆਕਰਸ਼ਿਤ ਜਾਂ ਦੂਰ ਕਰ ਸਕਦਾ ਹੈ। ਜ਼ਿਆਦਾਤਰ ਜਾਣੀਆਂ ਜਾਣ ਵਾਲੀਆਂ ਸਮੱਗਰੀਆਂ ਵਿੱਚ ਕੁਝ ਚੁੰਬਕੀ ਬਲ ਹੁੰਦਾ ਹੈ, ਪਰ ਇਹਨਾਂ ਸਮੱਗਰੀਆਂ ਵਿੱਚ ਚੁੰਬਕੀ ਬਲ ਬਹੁਤ ਘੱਟ ਹੁੰਦਾ ਹੈ। ਕੁਝ ਸਮੱਗਰੀਆਂ ਲਈ, ਚੁੰਬਕੀ ਬਲ ਬਹੁਤ ਵੱਡਾ ਹੁੰਦਾ ਹੈ, ਇਸਲਈ ਇਹਨਾਂ ਸਮੱਗਰੀਆਂ ਨੂੰ ਚੁੰਬਕ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਧਰਤੀ ਆਪਣੇ ਆਪ ਵਿੱਚ ਵੀ ਇੱਕ ਵਿਸ਼ਾਲ ਚੁੰਬਕ ਹੈ।
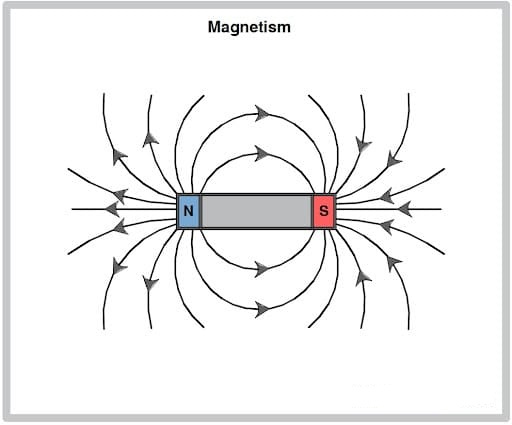
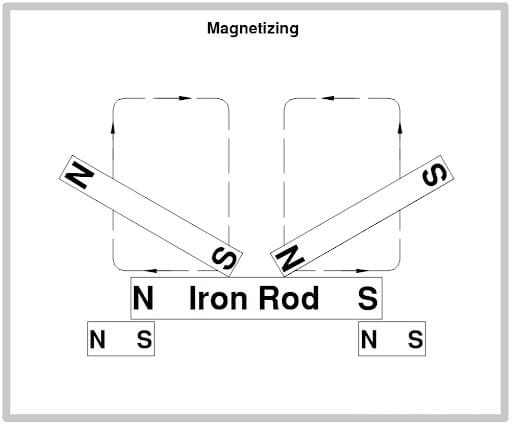
ਸਾਰੇ ਚੁੰਬਕਾਂ 'ਤੇ ਦੋ ਬਿੰਦੂ ਹੁੰਦੇ ਹਨ ਜਿੱਥੇ ਚੁੰਬਕੀ ਬਲ ਸਭ ਤੋਂ ਵੱਧ ਹੁੰਦਾ ਹੈ। ਇਨ੍ਹਾਂ ਨੂੰ ਖੰਭਿਆਂ ਵਜੋਂ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਆਇਤਾਕਾਰ ਬਾਰ ਚੁੰਬਕ ਉੱਤੇ, ਖੰਭੇ ਇੱਕ ਦੂਜੇ ਦੇ ਪਾਰ ਸਿੱਧੇ ਹੁੰਦੇ ਹਨ। ਉਹਨਾਂ ਨੂੰ ਉੱਤਰੀ ਧਰੁਵ ਜਾਂ ਉੱਤਰੀ-ਖੋਜਣ ਵਾਲਾ ਧਰੁਵ, ਅਤੇ ਦੱਖਣੀ ਧਰੁਵ ਜਾਂ ਦੱਖਣੀ-ਖੋਜਣ ਵਾਲਾ ਧਰੁਵ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
ਇੱਕ ਚੁੰਬਕ ਸਿਰਫ਼ ਇੱਕ ਮੌਜੂਦਾ ਚੁੰਬਕ ਲੈ ਕੇ ਅਤੇ ਇਸ ਨਾਲ ਧਾਤ ਦੇ ਇੱਕ ਟੁਕੜੇ ਨੂੰ ਰਗੜ ਕੇ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ। ਵਰਤੇ ਜਾ ਰਹੇ ਇਸ ਧਾਤ ਦੇ ਟੁਕੜੇ ਨੂੰ ਇੱਕ ਦਿਸ਼ਾ ਵਿੱਚ ਲਗਾਤਾਰ ਰਗੜਨਾ ਚਾਹੀਦਾ ਹੈ। ਇਹ ਉਸ ਧਾਤ ਦੇ ਟੁਕੜੇ ਵਿੱਚ ਇਲੈਕਟ੍ਰੋਨ ਨੂੰ ਉਸੇ ਦਿਸ਼ਾ ਵਿੱਚ ਘੁੰਮਣਾ ਸ਼ੁਰੂ ਕਰ ਦਿੰਦਾ ਹੈ। ਇਲੈਕਟ੍ਰਿਕ ਕਰੰਟ ਵੀ ਮੈਗਨੇਟ ਬਣਾਉਣ ਦੇ ਸਮਰੱਥ ਹੈ। ਕਿਉਂਕਿ ਬਿਜਲੀ ਇਲੈਕਟ੍ਰੌਨਾਂ ਦਾ ਇੱਕ ਪ੍ਰਵਾਹ ਹੈ, ਜਦੋਂ ਮੋਬਾਈਲ ਇਲੈਕਟ੍ਰੌਨ ਇੱਕ ਤਾਰ ਵਿੱਚ ਘੁੰਮਦੇ ਹਨ ਤਾਂ ਉਹ ਆਪਣੇ ਨਾਲ ਉਹੀ ਪ੍ਰਭਾਵ ਰੱਖਦੇ ਹਨ ਜੋ ਇਲੈਕਟ੍ਰੌਨ ਪਰਮਾਣੂ ਨਿਊਕਲੀਅਸ ਦੁਆਲੇ ਘੁੰਮਦੇ ਹਨ। ਇਸ ਨੂੰ ਇਲੈਕਟ੍ਰੋਮੈਗਨੇਟ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
ਉਹਨਾਂ ਦੇ ਇਲੈਕਟ੍ਰੌਨਾਂ ਨੂੰ ਵਿਵਸਥਿਤ ਕਰਨ ਦੇ ਤਰੀਕੇ ਕਾਰਨ, ਧਾਤੂਆਂ ਨਿਕਲ, ਕੋਬਾਲਟ, ਲੋਹਾ ਅਤੇ ਸਟੀਲ ਬਹੁਤ ਵਧੀਆ ਚੁੰਬਕ ਬਣਾਉਂਦੀਆਂ ਹਨ। ਇਹ ਧਾਤਾਂ ਚੁੰਬਕ ਬਣ ਜਾਣ ਤੋਂ ਬਾਅਦ ਸਦਾ ਲਈ ਚੁੰਬਕ ਰਹਿ ਸਕਦੀਆਂ ਹਨ। ਇਸ ਤਰ੍ਹਾਂ ਨਾਮ ਹਾਰਡ ਮੈਗਨੇਟ ਨੂੰ ਲੈ ਕੇ. ਹਾਲਾਂਕਿ ਇਹ ਧਾਤਾਂ ਅਤੇ ਹੋਰ ਮੈਗਨੇਟ ਦੀ ਤਰ੍ਹਾਂ ਅਸਥਾਈ ਤੌਰ 'ਤੇ ਵਿਵਹਾਰ ਕਰ ਸਕਦੇ ਹਨ ਜੇਕਰ ਉਹ ਕਿਸੇ ਸਖ਼ਤ ਚੁੰਬਕ ਦੇ ਨੇੜੇ ਆ ਗਏ ਹਨ ਜਾਂ ਸਾਹਮਣੇ ਆ ਗਏ ਹਨ। ਫਿਰ ਉਹ ਨਾਮ ਨਰਮ ਚੁੰਬਕ ਲੈ ਜਾਂਦੇ ਹਨ।
ਮੈਗਨੇਟਿਜ਼ਮ ਕਿਵੇਂ ਕੰਮ ਕਰਦਾ ਹੈ
ਚੁੰਬਕਤਾ ਉਦੋਂ ਵਾਪਰਦੀ ਹੈ ਜਦੋਂ ਇਲੈਕਟ੍ਰੌਨ ਕਹੇ ਜਾਂਦੇ ਛੋਟੇ ਕਣ ਕਿਸੇ ਤਰੀਕੇ ਨਾਲ ਚਲੇ ਜਾਂਦੇ ਹਨ। ਸਾਰਾ ਪਦਾਰਥ ਪਰਮਾਣੂ ਨਾਮਕ ਇਕਾਈਆਂ ਤੋਂ ਬਣਿਆ ਹੁੰਦਾ ਹੈ, ਜੋ ਬਦਲੇ ਵਿੱਚ ਇਲੈਕਟ੍ਰੌਨਾਂ ਅਤੇ ਹੋਰ ਕਣਾਂ ਤੋਂ ਬਣਿਆ ਹੁੰਦਾ ਹੈ, ਜੋ ਕਿ ਨਿਊਟ੍ਰੋਨ ਅਤੇ ਪ੍ਰੋਟੋਨ ਹੁੰਦੇ ਹਨ। ਇਹ ਇਲੈਕਟ੍ਰੌਨ ਨਿਊਕਲੀਅਸ ਦੇ ਦੁਆਲੇ ਘੁੰਮਦੇ ਹਨ, ਜਿਸ ਵਿੱਚ ਉੱਪਰ ਦੱਸੇ ਗਏ ਹੋਰ ਕਣ ਹੁੰਦੇ ਹਨ। ਛੋਟੀ ਚੁੰਬਕੀ ਸ਼ਕਤੀ ਇਹਨਾਂ ਇਲੈਕਟ੍ਰੌਨਾਂ ਦੇ ਘੁੰਮਣ ਕਾਰਨ ਹੁੰਦੀ ਹੈ। ਕੁਝ ਮਾਮਲਿਆਂ ਵਿੱਚ, ਵਸਤੂ ਵਿੱਚ ਬਹੁਤ ਸਾਰੇ ਇਲੈਕਟ੍ਰੌਨ ਇੱਕ ਦਿਸ਼ਾ ਵਿੱਚ ਘੁੰਮਦੇ ਹਨ। ਇਲੈਕਟ੍ਰੌਨਾਂ ਤੋਂ ਇਹਨਾਂ ਸਾਰੀਆਂ ਛੋਟੀਆਂ ਚੁੰਬਕੀ ਸ਼ਕਤੀਆਂ ਦਾ ਨਤੀਜਾ ਇੱਕ ਵੱਡਾ ਚੁੰਬਕ ਹੈ।
ਪਾਊਡਰ ਦੀ ਤਿਆਰੀ
ਆਇਰਨ, ਬੋਰਾਨ, ਅਤੇ ਨਿਓਡੀਮੀਅਮ ਦੀ ਢੁਕਵੀਂ ਮਾਤਰਾ ਨੂੰ ਇੱਕ ਵੈਕਿਊਮ ਦੇ ਹੇਠਾਂ ਜਾਂ ਅੜਿੱਕੇ ਗੈਸ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ ਇੱਕ ਇੰਡਕਸ਼ਨ ਪਿਘਲਣ ਵਾਲੀ ਭੱਠੀ ਵਿੱਚ ਪਿਘਲਣ ਲਈ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਵੈਕਿਊਮ ਦੀ ਵਰਤੋਂ ਪਿਘਲਣ ਵਾਲੀ ਸਮੱਗਰੀ ਅਤੇ ਹਵਾ ਵਿਚਕਾਰ ਰਸਾਇਣਕ ਪ੍ਰਤੀਕ੍ਰਿਆਵਾਂ ਨੂੰ ਰੋਕਣ ਲਈ ਹੈ। ਜਦੋਂ ਪਿਘਲਾ ਹੋਇਆ ਮਿਸ਼ਰਤ ਠੰਢਾ ਹੋ ਜਾਂਦਾ ਹੈ, ਇਹ ਟੁੱਟ ਜਾਂਦਾ ਹੈ ਅਤੇ ਕੁਚਲਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਛੋਟੀਆਂ ਧਾਤ ਦੀਆਂ ਪੱਟੀਆਂ ਬਣਾਉਂਦਾ ਹੈ। ਬਾਅਦ ਵਿੱਚ, ਛੋਟੇ-ਛੋਟੇ ਟੁਕੜਿਆਂ ਨੂੰ ਬਰੀਕ ਪਾਊਡਰ ਵਿੱਚ ਕੁਚਲਿਆ ਜਾਂਦਾ ਹੈ ਜਿਸਦਾ ਵਿਆਸ 3 ਤੋਂ 7 ਮਾਈਕਰੋਨ ਤੱਕ ਹੁੰਦਾ ਹੈ। ਨਵਾਂ ਬਣਿਆ ਪਾਊਡਰ ਬਹੁਤ ਜ਼ਿਆਦਾ ਪ੍ਰਤੀਕਿਰਿਆਸ਼ੀਲ ਹੁੰਦਾ ਹੈ ਅਤੇ ਹਵਾ ਵਿੱਚ ਇਗਨੀਸ਼ਨ ਪੈਦਾ ਕਰਨ ਦੇ ਯੋਗ ਹੁੰਦਾ ਹੈ ਅਤੇ ਇਸਨੂੰ ਆਕਸੀਜਨ ਦੇ ਸੰਪਰਕ ਤੋਂ ਦੂਰ ਰੱਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਆਈਸੋਸਟੈਟਿਕ ਕੰਪੈਕਸ਼ਨ
ਆਈਸੋਸਟੈਟਿਕ ਕੰਪੈਕਸ਼ਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪ੍ਰੈੱਸਿੰਗ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਪਾਊਡਰ ਧਾਤ ਨੂੰ ਲਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇੱਕ ਉੱਲੀ ਵਿੱਚ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ। ਇਸ ਉੱਲੀ ਨੂੰ ਡਾਈ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਪਾਊਡਰ ਵਾਲੀ ਸਮੱਗਰੀ ਨੂੰ ਪਾਊਡਰ ਕਣਾਂ ਦੇ ਨਾਲ ਮੇਲ ਖਾਂਦਾ ਕਰਨ ਲਈ ਇੱਕ ਚੁੰਬਕੀ ਬਲ ਲਗਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਚੁੰਬਕੀ ਬਲ ਨੂੰ ਲਾਗੂ ਕਰਨ ਦੀ ਮਿਆਦ ਦੇ ਦੌਰਾਨ, ਹਾਈਡ੍ਰੌਲਿਕ ਰੈਮ ਨੂੰ ਇਸਦੇ ਯੋਜਨਾਬੱਧ ਦੇ 0.125 ਇੰਚ (0.32 ਸੈਂਟੀਮੀਟਰ) ਦੇ ਅੰਦਰ ਪੂਰੀ ਤਰ੍ਹਾਂ ਸੰਕੁਚਿਤ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਮੋਟਾਈ ਉੱਚ ਦਬਾਅ ਆਮ ਤੌਰ 'ਤੇ 10,000 psi ਤੋਂ 15,000 psi (70 MPa ਤੋਂ 100 MPa) ਤੱਕ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਹੋਰ ਡਿਜ਼ਾਈਨ ਅਤੇ ਆਕਾਰ ਪਦਾਰਥਾਂ ਨੂੰ ਗੈਸ ਪ੍ਰੈਸ਼ਰ ਦੁਆਰਾ ਲੋੜੀਂਦੇ ਆਕਾਰ ਵਿੱਚ ਦਬਾਉਣ ਤੋਂ ਪਹਿਲਾਂ ਇੱਕ ਏਅਰਟਾਈਟ ਖਾਲੀ ਕੰਟੇਨਰ ਵਿੱਚ ਪਾ ਕੇ ਤਿਆਰ ਕੀਤੇ ਜਾਂਦੇ ਹਨ।
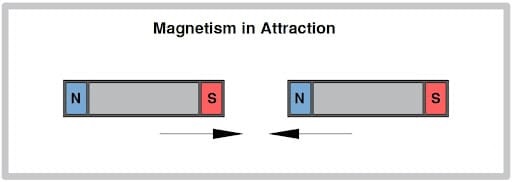
ਉਦਾਹਰਨ ਲਈ, ਲੱਕੜ, ਪਾਣੀ ਅਤੇ ਹਵਾ ਲੈਣ ਵਾਲੀਆਂ ਜ਼ਿਆਦਾਤਰ ਸਮੱਗਰੀਆਂ ਵਿੱਚ ਚੁੰਬਕੀ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹੁੰਦੀਆਂ ਹਨ ਜੋ ਬਹੁਤ ਕਮਜ਼ੋਰ ਹੁੰਦੀਆਂ ਹਨ। ਮੈਗਨੇਟ ਉਹਨਾਂ ਵਸਤੂਆਂ ਨੂੰ ਆਕਰਸ਼ਿਤ ਕਰਦੇ ਹਨ ਜਿਹਨਾਂ ਵਿੱਚ ਪੁਰਾਣੀਆਂ ਧਾਤਾਂ ਬਹੁਤ ਜ਼ੋਰਦਾਰ ਢੰਗ ਨਾਲ ਹੁੰਦੀਆਂ ਹਨ। ਜਦੋਂ ਉਹਨਾਂ ਨੂੰ ਨੇੜੇ ਲਿਆਂਦਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਉਹ ਹੋਰ ਸਖ਼ਤ ਚੁੰਬਕਾਂ ਨੂੰ ਵੀ ਆਕਰਸ਼ਿਤ ਜਾਂ ਦੂਰ ਕਰਦੇ ਹਨ। ਇਹ ਨਤੀਜਾ ਹੈ ਕਿਉਂਕਿ ਹਰ ਚੁੰਬਕ ਦੇ ਦੋ ਵਿਰੋਧੀ ਧਰੁਵ ਹੁੰਦੇ ਹਨ। ਦੱਖਣੀ ਧਰੁਵ ਦੂਜੇ ਚੁੰਬਕਾਂ ਦੇ ਉੱਤਰੀ ਧਰੁਵਾਂ ਨੂੰ ਆਕਰਸ਼ਿਤ ਕਰਦੇ ਹਨ, ਪਰ ਉਹ ਦੂਜੇ ਦੱਖਣੀ ਧਰੁਵਾਂ ਨੂੰ ਦੂਰ ਕਰਦੇ ਹਨ ਅਤੇ ਇਸਦੇ ਉਲਟ।
ਮੈਗਨੈਟ ਬਣਾਉਣਾ
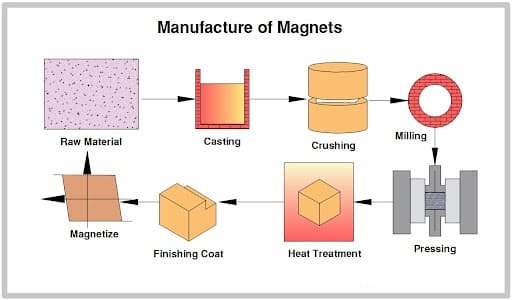
ਮੈਗਨੇਟ ਬਣਾਉਣ ਵਿੱਚ ਵਰਤੀ ਜਾਣ ਵਾਲੀ ਸਭ ਤੋਂ ਆਮ ਵਿਧੀ ਨੂੰ ਪਾਊਡਰ ਧਾਤੂ ਵਿਗਿਆਨ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਕਿਉਂਕਿ ਚੁੰਬਕ ਵਿੱਚ ਵੱਖੋ-ਵੱਖਰੀਆਂ ਸਮੱਗਰੀਆਂ ਸ਼ਾਮਲ ਹੁੰਦੀਆਂ ਹਨ, ਇਸ ਲਈ ਉਹਨਾਂ ਦੇ ਨਿਰਮਾਣ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵੀ ਆਪਣੇ ਆਪ ਵਿੱਚ ਵੱਖਰੀਆਂ ਅਤੇ ਵਿਲੱਖਣ ਹੁੰਦੀਆਂ ਹਨ। ਉਦਾਹਰਨ ਲਈ, ਇਲੈਕਟ੍ਰੋਮੈਗਨੇਟ ਮੈਟਲ ਕਾਸਟਿੰਗ ਤਕਨੀਕਾਂ ਦੀ ਵਰਤੋਂ ਕਰਕੇ ਬਣਾਏ ਜਾਂਦੇ ਹਨ, ਜਦੋਂ ਕਿ ਲਚਕੀਲੇ ਸਥਾਈ ਚੁੰਬਕ ਪਲਾਸਟਿਕ ਐਕਸਟਰਿਊਸ਼ਨ ਨੂੰ ਸ਼ਾਮਲ ਕਰਨ ਵਾਲੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵਿੱਚ ਨਿਰਮਿਤ ਹੁੰਦੇ ਹਨ ਜਿਸ ਵਿੱਚ ਬਹੁਤ ਜ਼ਿਆਦਾ ਦਬਾਅ ਦੀਆਂ ਸਥਿਤੀਆਂ ਵਿੱਚ ਖੁੱਲ੍ਹਣ ਤੋਂ ਪਹਿਲਾਂ ਕੱਚੇ ਮਾਲ ਨੂੰ ਗਰਮੀ ਵਿੱਚ ਮਿਲਾਇਆ ਜਾਂਦਾ ਹੈ। ਹੇਠਾਂ ਚੁੰਬਕ ਨਿਰਮਾਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਹੈ।
ਚੁੰਬਕ ਦੀ ਚੋਣ ਦੇ ਸਾਰੇ ਮਹੱਤਵਪੂਰਨ ਅਤੇ ਮਹੱਤਵਪੂਰਨ ਪਹਿਲੂਆਂ ਨੂੰ ਇੰਜੀਨੀਅਰਿੰਗ ਅਤੇ ਉਤਪਾਦਨ ਟੀਮਾਂ ਦੋਵਾਂ ਨਾਲ ਵਿਚਾਰ-ਵਟਾਂਦਰੇ ਵਿੱਚ ਲਿਆਂਦਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਮੈਗਨੇਟ ਦੀ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆਵਾਂ 'ਤੇ ਚੁੰਬਕੀਕਰਣ ਪ੍ਰਕਿਰਿਆ, ਇਸ ਬਿੰਦੂ ਤੱਕ, ਸਮੱਗਰੀ ਸੰਕੁਚਿਤ ਧਾਤ ਦਾ ਇੱਕ ਟੁਕੜਾ ਹੈ। ਹਾਲਾਂਕਿ ਇਸ ਨੂੰ ਆਈਸੋਸਟੈਟਿਕ ਦਬਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਚੁੰਬਕੀ ਬਲ 'ਤੇ ਲਗਾਇਆ ਗਿਆ ਸੀ, ਪਰ ਇਹ ਬਲ ਸਮੱਗਰੀ 'ਤੇ ਚੁੰਬਕੀ ਪ੍ਰਭਾਵ ਨਹੀਂ ਲਿਆਉਂਦਾ ਸੀ, ਇਹ ਸਿਰਫ ਢਿੱਲੇ ਪਾਊਡਰ ਕਣਾਂ ਨੂੰ ਕਤਾਰਬੱਧ ਕਰਦਾ ਸੀ। ਟੁਕੜੇ ਨੂੰ ਇੱਕ ਮਜ਼ਬੂਤ ਇਲੈਕਟ੍ਰੋਮੈਗਨੇਟ ਦੇ ਖੰਭਿਆਂ ਦੇ ਵਿਚਕਾਰ ਲਿਆਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਬਾਅਦ ਵਿੱਚ ਚੁੰਬਕੀਕਰਨ ਦੇ ਇਰਾਦੇ ਨਾਲ ਦਿਸ਼ਾ ਵੱਲ ਕੇਂਦਰਿਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਇਲੈਕਟ੍ਰੋਮੈਗਨੇਟ ਦੇ ਊਰਜਾਵਾਨ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਚੁੰਬਕੀ ਬਲ ਸਮੱਗਰੀ ਦੇ ਅੰਦਰ ਚੁੰਬਕੀ ਡੋਮੇਨਾਂ ਨੂੰ ਇਕਸਾਰ ਕਰਦਾ ਹੈ, ਟੁਕੜੇ ਨੂੰ ਇੱਕ ਬਹੁਤ ਮਜ਼ਬੂਤ ਸਥਾਈ ਚੁੰਬਕ ਬਣਾਉਂਦਾ ਹੈ।
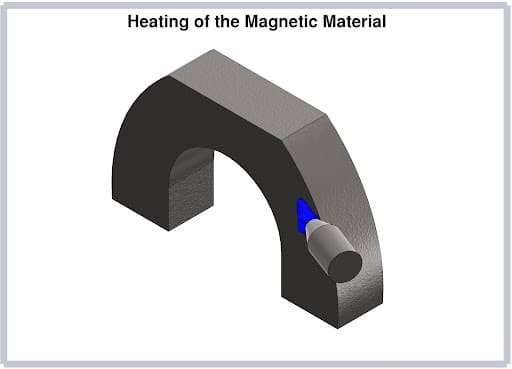
ਸਮੱਗਰੀ ਦੀ ਹੀਟਿੰਗ
ਆਈਸੋਸਟੈਟਿਕ ਕੰਪੈਕਸ਼ਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਬਾਅਦ ਪਾਊਡਰਡ ਮੈਟਲ ਦੇ ਸਲੱਗ ਨੂੰ ਡਾਈ ਤੋਂ ਵੱਖ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇੱਕ ਓਵਨ ਵਿੱਚ ਪਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਸਿੰਟਰਿੰਗ ਸੰਕੁਚਿਤ ਪਾਊਡਰ ਧਾਤਾਂ ਵਿੱਚ ਗਰਮੀ ਨੂੰ ਜੋੜਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਜਾਂ ਵਿਧੀ ਹੈ ਤਾਂ ਜੋ ਬਾਅਦ ਵਿੱਚ ਉਹਨਾਂ ਨੂੰ ਫਿਊਜ਼ਡ, ਠੋਸ ਧਾਤ ਦੇ ਟੁਕੜਿਆਂ ਵਿੱਚ ਬਦਲਿਆ ਜਾ ਸਕੇ।
ਸਿੰਟਰਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਮੁੱਖ ਤੌਰ 'ਤੇ ਤਿੰਨ ਪੜਾਅ ਸ਼ਾਮਲ ਹੁੰਦੇ ਹਨ। ਸ਼ੁਰੂਆਤੀ ਪੜਾਅ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੇ ਦੌਰਾਨ, ਸੰਕੁਚਿਤ ਸਮੱਗਰੀ ਨੂੰ ਬਹੁਤ ਘੱਟ ਤਾਪਮਾਨਾਂ 'ਤੇ ਗਰਮ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਸਾਰੀ ਨਮੀ ਜਾਂ ਸਾਰੇ ਦੂਸ਼ਿਤ ਪਦਾਰਥਾਂ ਨੂੰ ਦੂਰ ਕੀਤਾ ਜਾ ਸਕੇ ਜੋ ਆਈਸੋਸਟੈਟਿਕ ਕੰਪੈਕਸ਼ਨ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਫਸ ਗਏ ਹੋ ਸਕਦੇ ਹਨ। ਸਿੰਟਰਿੰਗ ਦੂਜੇ ਪੜਾਅ ਦੇ ਦੌਰਾਨ, ਮਿਸ਼ਰਤ ਦੇ ਪਿਘਲਣ ਵਾਲੇ ਬਿੰਦੂ ਦੇ ਲਗਭਗ 70-90% ਤੱਕ ਤਾਪਮਾਨ ਵਿੱਚ ਵਾਧਾ ਹੁੰਦਾ ਹੈ। ਫਿਰ ਤਾਪਮਾਨ ਨੂੰ ਘੰਟਿਆਂ ਜਾਂ ਦਿਨਾਂ ਦੀ ਜਗ੍ਹਾ ਲਈ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ ਤਾਂ ਜੋ ਛੋਟੇ ਕਣਾਂ ਦੇ ਮੇਲ, ਬੰਧਨ ਅਤੇ ਫਿਊਜ਼ ਇਕੱਠੇ ਹੋ ਸਕਣ। ਸਿੰਟਰਿੰਗ ਦਾ ਅੰਤਮ ਪੜਾਅ ਉਦੋਂ ਹੁੰਦਾ ਹੈ ਜਦੋਂ ਸਮੱਗਰੀ ਨੂੰ ਨਿਯੰਤਰਿਤ ਤਾਪਮਾਨ ਵਾਧੇ ਵਿੱਚ ਬਹੁਤ ਹੌਲੀ ਹੌਲੀ ਠੰਢਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
ਸਮੱਗਰੀ ਦੀ ਐਨੀਲਿੰਗ
ਹੀਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਬਾਅਦ ਐਨੀਲਿੰਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਆਉਂਦੀ ਹੈ. ਇਹ ਉਦੋਂ ਹੁੰਦਾ ਹੈ ਜਦੋਂ ਸਾਮੱਗਰੀ ਦੇ ਅੰਦਰ ਰਹਿ ਗਏ ਕਿਸੇ ਵੀ ਜਾਂ ਸਾਰੇ ਬਚੇ ਹੋਏ ਤਣਾਅ ਨੂੰ ਰੱਦ ਕਰਨ ਅਤੇ ਇਸਨੂੰ ਮਜ਼ਬੂਤ ਬਣਾਉਣ ਲਈ ਸਿੰਟਰਡ ਸਮੱਗਰੀ ਨੂੰ ਕਦਮ-ਦਰ-ਕਦਮ ਨਿਯੰਤਰਿਤ ਹੀਟਿੰਗ ਅਤੇ ਕੂਲਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚੋਂ ਲੰਘਣਾ ਪੈਂਦਾ ਹੈ।
ਮੈਗਨੇਟ ਫਿਨਿਸ਼ਿੰਗ
ਉਪਰੋਕਤ ਸਿੰਟਰਡ ਮੈਗਨੇਟ ਵਿੱਚ ਮਸ਼ੀਨਿੰਗ ਦੇ ਕੁਝ ਪੱਧਰ ਜਾਂ ਡਿਗਰੀ ਹੁੰਦੇ ਹਨ, ਉਹਨਾਂ ਨੂੰ ਨਿਰਵਿਘਨ ਅਤੇ ਸਮਾਨਾਂਤਰ ਪੀਸਣ ਤੋਂ ਲੈ ਕੇ ਜਾਂ ਬਲਾਕ ਮੈਗਨੇਟ ਦੇ ਛੋਟੇ ਹਿੱਸੇ ਬਣਾਉਣ ਤੋਂ ਲੈ ਕੇ। ਚੁੰਬਕ ਬਣਾਉਣ ਵਾਲੀ ਸਮੱਗਰੀ ਬਹੁਤ ਸਖ਼ਤ ਅਤੇ ਭੁਰਭੁਰਾ ਹੈ (ਰੌਕਵੈਲ ਸੀ 57 ਤੋਂ 61)। ਇਸ ਲਈ ਇਸ ਸਮੱਗਰੀ ਨੂੰ ਕੱਟਣ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਲਈ ਹੀਰੇ ਦੇ ਪਹੀਏ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ, ਇਹ ਪੀਸਣ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਲਈ ਘਸਣ ਵਾਲੇ ਪਹੀਆਂ ਲਈ ਵੀ ਵਰਤੇ ਜਾਂਦੇ ਹਨ। ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਬਹੁਤ ਸ਼ੁੱਧਤਾ ਨਾਲ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਅਤੇ ਆਮ ਤੌਰ 'ਤੇ ਪੀਸਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਜ਼ਰੂਰਤ ਨੂੰ ਦੂਰ ਕਰਦੀ ਹੈ। ਚਿਪਿੰਗ ਅਤੇ ਕ੍ਰੈਕਿੰਗ ਨੂੰ ਘਟਾਉਣ ਲਈ ਉਪਰੋਕਤ ਜ਼ਿਕਰ ਕੀਤੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਬਹੁਤ ਧਿਆਨ ਨਾਲ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
ਅਜਿਹੇ ਕੇਸ ਹੁੰਦੇ ਹਨ ਜਿੱਥੇ ਅੰਤਮ ਚੁੰਬਕ ਬਣਤਰ ਜਾਂ ਆਕਾਰ ਰੋਟੀ ਦੀਆਂ ਰੋਟੀਆਂ ਵਰਗੇ ਆਕਾਰ ਦੇ ਹੀਰੇ ਪੀਸਣ ਵਾਲੇ ਪਹੀਏ ਨਾਲ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਲਈ ਬਹੁਤ ਅਨੁਕੂਲ ਹੁੰਦਾ ਹੈ। ਅੰਤਮ ਸ਼ਕਲ ਵਿੱਚ ਅੰਤਮ ਨਤੀਜਾ ਪੀਸਣ ਵਾਲੇ ਪਹੀਏ ਤੋਂ ਅੱਗੇ ਲਿਆਇਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਪੀਸਣ ਵਾਲਾ ਪਹੀਆ ਸਹੀ ਅਤੇ ਸਟੀਕ ਮਾਪ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ। ਐਨੀਲਡ ਉਤਪਾਦ ਤਿਆਰ ਸ਼ਕਲ ਅਤੇ ਮਾਪਾਂ ਦੇ ਇੰਨਾ ਨੇੜੇ ਹੈ ਕਿ ਇਸਨੂੰ ਬਣਾਉਣਾ ਚਾਹਿਆ ਜਾਂਦਾ ਹੈ। ਨਿਅਰ ਨੈੱਟ ਸ਼ਕਲ ਉਹ ਨਾਮ ਹੈ ਜੋ ਆਮ ਤੌਰ 'ਤੇ ਇਸ ਸਥਿਤੀ ਨੂੰ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਇੱਕ ਆਖਰੀ ਅਤੇ ਅੰਤਿਮ ਮਸ਼ੀਨਿੰਗ ਪ੍ਰਕਿਰਿਆ ਕਿਸੇ ਵੀ ਵਾਧੂ ਸਮੱਗਰੀ ਨੂੰ ਹਟਾ ਦਿੰਦੀ ਹੈ ਅਤੇ ਲੋੜ ਪੈਣ 'ਤੇ ਇੱਕ ਬਹੁਤ ਹੀ ਨਿਰਵਿਘਨ ਸਤਹ ਪੇਸ਼ ਕਰਦੀ ਹੈ। ਅੰਤ ਵਿੱਚ ਸਤਹ ਨੂੰ ਸੀਲ ਕਰਨ ਲਈ ਸਮੱਗਰੀ ਨੂੰ ਇੱਕ ਸੁਰੱਖਿਆ ਪਰਤ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ.
ਚੁੰਬਕੀ ਪ੍ਰਕਿਰਿਆ
ਚੁੰਬਕੀਕਰਨ ਮੁਕੰਮਲ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੀ ਪਾਲਣਾ ਕਰਦਾ ਹੈ, ਅਤੇ ਜਦੋਂ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਪੂਰੀ ਹੋ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਚੁੰਬਕ ਨੂੰ ਬਾਹਰੀ ਚੁੰਬਕੀ ਖੇਤਰ ਪੈਦਾ ਕਰਨ ਲਈ ਚਾਰਜਿੰਗ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਇਸ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ, solenoid ਵਰਤਿਆ ਗਿਆ ਹੈ. ਇੱਕ ਸੋਲਨੌਇਡ ਇੱਕ ਖੋਖਲਾ ਸਿਲੰਡਰ ਹੁੰਦਾ ਹੈ ਜਿਸ ਵਿੱਚ ਵੱਖ-ਵੱਖ ਚੁੰਬਕ ਆਕਾਰ ਅਤੇ ਆਕਾਰ ਰੱਖੇ ਜਾ ਸਕਦੇ ਹਨ ਜਾਂ ਫਿਕਸਚਰ ਦੇ ਨਾਲ ਇੱਕ ਸੋਲਨੌਇਡ ਨੂੰ ਵੱਖ-ਵੱਖ ਚੁੰਬਕੀ ਪੈਟਰਨਾਂ ਜਾਂ ਡਿਜ਼ਾਈਨ ਪ੍ਰਦਾਨ ਕਰਨ ਲਈ ਤਿਆਰ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਇਹਨਾਂ ਸ਼ਕਤੀਸ਼ਾਲੀ ਮੈਗਨੇਟਾਂ ਨੂੰ ਉਹਨਾਂ ਦੀਆਂ ਚੁੰਬਕੀ ਸਥਿਤੀਆਂ ਵਿੱਚ ਸੰਭਾਲਣ ਅਤੇ ਇਕੱਠਾ ਕਰਨ ਤੋਂ ਬਚਣ ਲਈ ਵੱਡੀਆਂ ਅਸੈਂਬਲੀਆਂ ਨੂੰ ਚੁੰਬਕੀ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ। . ਮੈਗਨੇਟਾਈਜ਼ਿੰਗ ਫੀਲਡ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ 'ਤੇ ਵਿਚਾਰ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਜੋ ਕਿ ਬਹੁਤ ਮਹੱਤਵਪੂਰਨ ਹਨ।
ਪੋਸਟ ਟਾਈਮ: ਜੁਲਾਈ-05-2022